

실험 목적
1. 가공처리 된 금속시편을 관찰하고자 하는 표면을 균일하게 연마하고 에칭을 하여 광학현미경을 이용해 미세조직을 관찰함으로써 그 곳에 나타나는 상과 결정립의 형상 및 분포상태, 크기 또는 결함들을 알아보고자 한다.
2. 금속재료의 재질은 합금의 종류와 제조공정에 따라 결정되는데 금속조직시험은 이러한 재료의 이력을 알아내는데 필수 불가결한 사항이다.
3. 본 실험의 목적은 기본적인 열처리에 의한 미세조직의 변화를 고찰하고 이에 따른 성질의 변화를 예측하는데 있다.
실험 이론 및 원리
1. 실험 배경
금속학적 원리를 기술 분야에 적용하려면 금속조직을 검사하는 방법을 알아서 제조과정에서 일어나는 조직의 변화와 그 재료의 조직과 성질과의 상호관계를 연구하여야 한다. 금속의 내부조직을 연구하는 데에 가장 많이쓰이는 것은 현미경이며, 이것으로 금속입자의 크기, 모양, 배열을 볼 수 있고, 또 금속중의 여러 가지 상과 조직을 확인할 수 있다. 또한 금속의 조직에 미치는 열처리, 가공 및 기타 처리의 영향을 알 수 있고, 또 기계적 성질과의 관계도 연구할 수 있다.
2. 관찰 순서 : 시편준비
광학 현미경으로 미세조직을 관찰하기 위해서는 시편의 표면을 거칠게 긁힌 자국이 없는 완전한 평면으로 만든 후 각 재질, 열처리 상태에 맞는 부식액으로 부식시켜야 하는데 이 과정을 5개의 공정으로 나누면 절단, 마운팅, 연마, 연삭, 부식 등이다. 이 공정 중 어느 한 과정에서도 잘못 처리하면 실제 조직이 아닌 엉뚱한 조직으로 변하거나 관찰학기에 불량한 상태가 된다.
1) 절단(sectioning)
절단할 때 피절단물의 재질, 절단장치, 절단속도, 냉각제의 종류 등에 따라 시편이 손상을 받을 수 있다. 절단은 파괴, shearing, 기계톱, abrasive cutter, 반전절단기 등으로 할 수 있는데 이 중에서 abrasive cutting방법이 시편에 손상을 적게 주고 사용범위가 넓기 때문에 가장 많이 쓰인다. 이때 쓰이는 절단용 재료는 작은 조각의 연마재를 적당한 중간 결합재로 결합시킨 비교적 얇은 회전판(abrasive cutting wheel)이다. 실제 절단을 위해 wheel을 선택할 때는 연마질, 결합재, 결합강도, 연마재 밀도 등이며 냉각제, 누르는 압력, wheel의 마모속도 등이 절단면의 질에 영향을 미친다.
2) 마운팅(mounting)
크기가 작거나 형상이 복잡하거나 끝부분이 날카로운 재료는 마운팅을 하여 시편 준비 작업, 혹은 현미경 관찰을 용이하게 할 필요가 있다. 날카로운 시편은 마운팅을 하지 않으면 작업자는 물론, 연마지, polishing cloth를 손상시킬 수 있으며 특히 작은 시편은 끝 부분이 곡면화 되어 현미경 관찰시 이 부분이 초점이 안 맞게 된다.
그리고, 마운팅은 Cold 마운팅과 Hot 마운팅 두 종류가 있다. Cold 마운팅은 액상 폴리에스텔 수지, 에폭시 수지를 유리용기에 넣고 중합경화를 위해 촉매 등의 경화제를 가하여 상온에서 응고 경화 시켜 Hot 마운팅 보다 시간이 오래 걸리는 반면, Hot 마운팅은 분말로 되어 쉽게 굳어지는 페놀수지, 디아릴 수지 또는 열가소성 아크릴 수지를 이용해서 마운팅 프레스라는 장비로 고온 고압에서 마운팅을 하여 Cold 마운팅보다 시간이 짧다.
Mounting 할 때에 가장 주의 점은 시편표면의 Grease 및 이물질을 제거하여 시편과 수지사이의 접착력을 최상의 조건으로 유지시켜야한다는 것이다. 이과정이 잘못되면 틈이 생겨 Polishing시에 틈에 연마재 및 윤활제가 들어가 원만한 Polishing을 할 수가 없게 된다.
3) 연마(grinding) 및 랩핑(lapping)
연마(grinding, 글라인딩)이란 폴리싱의 전단계로 원하는 조직을 얻기 위한 표면 거칠기를 일정하게 해주는 단계이다. 연마를 할 때 시편의 아랫부분을 완전히 보일때까지 연마를 하고 연마지 규격이 바뀔때마다 거칠기 방향을 일정하게 하기위해 90도씩 회전을 한다.
즉, 시험편의 관찰면은 먼저 평면 연삭기로 조연마를 한 후 연마지로 연마작업을 한다. 연마지를 두꺼운 유리 혹은 이와 유사한 평판 위에 고정시키고 가능하면 두 손으로 시편을 잡고 앞뒤로 왕복하며 연마를 하는데 이 때 좌우한쪽으로 힘이 쏠리지 않도록 주의하고 힘은 밀 때 주는 것이 좋다. 단 누르는 힘이 너무 강하면 열이 발생해 조직이 변하거나 연마면에 소성변형이 생길 가능성이 있으므로 가볍게 누르면서 천천히 왕복해야한다.(+ 물을 이용해 온도유지) 그 다음 시편을 90도로 회전하여 다음번의 미세한 연마지로 연마하되 먼저 연마에 의한 자국이 없어질 때까지 계속하고 그 다음에 미세연마지로 연마하는 작업을 같은 요령으로 한다. 단, 연마지를 교환할 때 평판과 시편, 손끝 등에 묻은 연마가루는 완전히 제거하여야 하며 특히 균열이 있는 시편이나 자화하는 시편은 더 주의하며 세척, 건조한 후 다음 공정으로 넘어가는 것이 좋다.
경화된 강재는 거친 연마작업을 잘하고 800~1000연마지 작업까지 하며 연한 재료는 미세한 연마작업에 신경을 쓰고 최종으로 1200~1500연마지 작업을 한다. 연마면의 변질을 막기 위해서는 연마지 뒤에 물을 조금씩 흘려 금속가루와 연마지가루를 흘러버리면서 연마하는 것이 좋다. 연마를 한 후 바로 연삭(polishing)작업을 하기도 하지만 평면도를 향상시키거나 더 좋은 연삭면을 얻기 위해서는 연마 후 혹은 wheel절단을 한 경우에는 바로 랩핑을 하면 좋다. 연마의 경우 결합재에 의해 고정되어 있는 연마재로 시편의 표면을 연마하는 것과는 달리 랩핑의 경우 연마재를 시편과 밑판사이로 흘려주어 자유롭게 구르며 시편면을 연마하는 방법이다.
이때 쓰는 밑판은 보통 주철로 만들며 연마재가 박혀 구를 수 있을 정도로 연해야 하며 홈이 파져있어 연마재가 흘러나가기에 용이해야 한다. 랩핑은 연마에 비해 누르는 압력이 적고 작업시간이 기나 작업 후 시편의 평면도가 좋다. 작업 시 연마재를 끌, 글리세린, oil등에 풀어 시편과 회전밑판 사이로 흘려주는데 연마재로는 균일한 입도의 가루를 쓴다.
4) 연삭(polishing)
연삭(polishing, 폴리싱)이란 글라인딩 다음 연마작업으로 연마흠(스크래치)를 제거하는 작업이다. 연마면에는 심한 연마흠이 없어야하고, 소성변형이 되지 않도록 해야한다. 시편을 연삭하는 이유는 크게 두 가지고 나누어 첫째, 이전 준비과정 중 변형이 일어난 층을 갈아내고 둘째, 흠이 없는 거울 같이 깨끗한 면을 만드는 것이다. 첫째 목적으로 하는 것이 예비연삭(pre-polishing)이며, 둘째 목적으로 하는 것이 마무리 연삭이다. 연삭 시 사용하는 연마포(polishing cloth)를 nap의 길이, 재질에 따라 여러 종류로 나눌 수 있는데 nap의 길이가 짧은 hard cloth는 예비연삭용으로 쓰이며, nap의 길이가 긴 soft cloth는 마무리 연삭용으로 쓰인다.
연삭재로는 다이아몬드입자 past(or spray) 혹은 알루미나 현탁액이 주로 쓰이며 기타 등의 분말도 쓰이는데 최근에는 좋은 시험면을 얻기 위해서 다이아몬드가 제일 많이 쓰인다. 예비 연삭시에는 45-6 입도의 다이아몬드 paste 혹은 spray를 쓰며 최종 연삭용으로는 1-1/4의 것이 쓰인다. 또한 스테인레스강, 동합금, 알루미늄합금, Mg, Zr등과 같이 가공변질에 민감하거나 연삭 속도가 느린 재료들은 위에서 설명한 기계연삭 대신에 전해인삭(electric polishing)을 하면 좋다. 그러나 전위차가 큰 둘 이상의 상으로 이루어진 재료는 차별침식이 일어나므로 적당치 못하다. 전해액에 음극과 양극을 담그고 양극에 연삭하고자 하는 시편을 연결하여 시편표면을 전기분해 하는 것으로 전기도금의 역현상을 이용한 것이다.
5) 부식(etching)
부식이란 단어를 한 마디로 표현하자면 “금속의 표면을 화학적 방법 혹은 전기분해적 방법으로 차별침식을 시켜 세밀한 금속조직을 나타내는 것”이라고 할 수 있다. 부식은 그 방법과 원리에 따라 다양한 것이 있으며, 가장 많이 쓰이는 방법이 단순히 부식액을 표면에 묻혀 부식시키는 chemical etching과 전해연마 같은 방법이나 낮은 전류(전압)로 상을 나타내는 electrolytic etching방법이 가장 많이 쓰인다.
3. 광학현미경
SEM, TEM과 같은 전자현미경이 개발되므로써 미세조직 관찰 기술분야는 일대 혁명이 일어난 셈이다. 광학현미경에 비하여 배율, 심도, 응용 등 여러 면에서 엄청난 장점을 갖고 있기 때문이다. 따라서 전자현미경을 이용하여 보았거나 간접적으로라도 알고 있는 이들은 무조건 전자현미경으로 관찰을 하고 싶어한다. 그러나 이것은 잘못된 판단이라고 하지 않을 수 없다. 왜냐하면 시편준비, 관찰부위선택 등이 광학현미경의 경우가 훨씬 용이하여 광학현미경 관찰 후 전자현미경으로 관찰하는 것이 훨씬 용이할 뿐만 아니라 어떤 경우에는 광학현미경으로 관찰하는 것이 훨씬 많은 전보를 주기 때문이다.
광학 현미경이란 표본에 빛을 비추어 그 표본을 통과한 빛이 대물렌즈에 의해 확대된 실상을 맺고, 이것을 접안렌즈를 통해 재확대된 상을 관찰할 수 있도록 고안된 장치로서 일반적으로 가시광선을 이용한 모든 현미경을 의미한다. 유리렌즈를 사용하며, 광원(빛)은 가시광선을 이용하므로 컬러로 관찰이 가능하다.
1) 원리
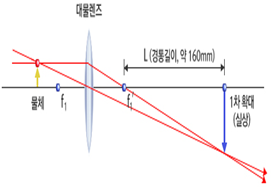
현미경이 물체의 상을 확대하는 원리는 초점거리가 짧은 대물렌즈를 물체 가까이 둠으로 얻어진 1차 확대된 실상을 접안렌즈로 다시 확대하는 것이다. 대물렌즈의 초점(F1) 밖에 작은 물체를 놓으면 대물렌즈에 의해 확대된 실상 이 만들어진다. 1차 확대된 실상은 접안렌즈의 입장에서 볼 때 물체의 역할을 하게 된다. 물체는 우리 눈에 가까울수록 잘 보이지만 일정거리보다 더 가까이 가져오면 물체는 더 커져 보이나 상을 정확히 맺힐 수 없기에 흐릿해 보이게 된다.
 |
대물렌즈와 1차확대된 실상 |
 |
접안렌즈와 2차확대된 허상 |
여기서 우리 눈이 물체를 가장 잘 인식할 수 있는 거리를 명시거리라 하고 보통 250㎜이다. 1차로 확대된 상은 명시거리 안쪽에 맺힘으로 잘 볼 수 없기 때문에 볼록렌즈를 써서 상을 뒤로 보냄으로 비로소 뚜렷한 상을 볼 수 있게 된다. 결과적으로 물체를 명시거리 안쪽으로 당겨 확대된 크기의 상을 다시 볼록렌즈인 접안렌즈로 다시 뒤쪽에 맺히게 함으로 우리는 확대된 허상 을 또렷하게 볼 수 있게 된다.
2) 구조
광학현미경의 주요 구성요소는 광원(illumination system), 집광장치(condencer), 광필터(light filter), 대물렌즈(objective lens), 대안렌즈(eyepiece), 스테이지, 스텐드 등이다.

① 접안렌즈 : 눈으로 들여다 보는 렌즈로 물체를 확대
② 경통 : 빛이 지나가는 통로로 접안렌즈와 대물렌즈가 연결
③ 대물렌즈 : 물체와 마주하는 렌즈로 물체를 확대
④ 회전판 : 원하는 배율의 대물렌즈를 선택할 수 있도록 돌아가는 판
⑤ 조동 나사 : 물체의 상을 찾는 나사
⑥ 미동 나사 : 초점을 정확하게 맞추는 나사
⑦ 반사경 : 빛을 물체 쪽으로 반사 하는 거울
⑧ 조리개 : 빛의 양을 조절하는 부분
⑨ 재물대 : 물체를 올려놓는 부분
⑩ 클립 : 물체를 고정시키는 부분
3) 기본 용어
① 분해능(resolution)
현미경의 분해능이라 함은 “현미경으로 두 점을 관찰할 떄 두 점이 명확하게 보이는 최근접거리”라고 할 수 있으며 이 말은 현미경을 통해 우리 눈으로 볼 수 있는 가장 작은 점이라는 의미와는 다른 것이다. 현미경의 모든 렌즈들이 완전하여 상의 변형이 일어나지 않더라도 분해능은 빛의 회절 현상 떄문에 제한을 받게 된다.
② 배율
위에서 말한 대로 광학현미경의 분해능은 150 ㎚이고 정상적인 사람이 식별할 수 있는 크기가 0.2 ㎜정도라고 보면 광학현미경의 최대 배율은 1300배 정도이며 그 이상 크게 하는 것은 단지 흐린 상을 크게 하는 것 뿐이다.
③ 심도
심도는 “현미경으로 관찰할 때 동시에 초점이 맞는 최대 깊이 차이”인데 분해능, 배율 등이 크게 영향을 받는다.
④ 수차(aberration)
앞에서 분해능, 심도 등을 이야기할 때는 렌즈가 결함이 없고 완전하여 시편위의 한 점을 하나의 완전한 상으로 대응 관찰하였을 경우를 염두에 둔 것이다. 그러나 실제로는 그렇진 못하다. 대표적인 렌즈결함으로는 색수차(chromatic aberration), 곡면수차(monochromatic aberration, spherical aberration), 변형(distortion)등을 들 수 있다.
4) 검사방법
현미경으로 조직을 관찰할 때 특수한 상의 분해능을 높이려면 앞의 노력 외에 상의 contrast를 살려줄 필요가 있다. 그러기 위해서는 시편준비(etching등)을 용도에 맞게 해주던가 적당한 검사방법을 택하면 된다. 검사방법으로는 명시야(bright field illumination), 암시야(dark field illumination), 편광(polarized light), phase contrast illumination, 간섭(interference contrast illumination)등이 있으며 그 원리도 같다.
5) 광학현미경의 종류
일반광학현미경, 자외선 현미경, 적외선 현미경, 형광 현미경, 암시야 현미경, 위상차 현미경, 편광 현미경, 간섭 현미경 등 있다.
① 일반광학현미경 : 광원으로부터 나오는 빛을 집속렌즈가 빛을 모아서 시료에 조사하면 대물렌즈에서 일차확대상을 만든후 대안렌즈에서 최종 배율(확대된상)을 결정하여 눈으로 관찰할 수 있게된다. 대안렌즈는 대개 10배의 배율을 갖고, 대물렌즈는 보통 4,10,25,40,100배 렌즈 중에서 선택을 할수 있으므로 만일 10배의 대물렌즈로 시료를 관찰한다면 최종 관찰배율은 10x10=100 즉 100배의 배율이 된다.
② 위상차현미경 : 굴절률의 차이를 이용하여 표본(시료)를 관찰하는 방법으로 염색되지 않은 살아있는 세포를 관찰하는데 유용하나 굴절률이 낮은 일반 염색된 시료에는 부적합하다.
③ 간섭현미경 : 물체가 빛을 지연시키는 현상을 이용하여, 표본을 투과한 물체광에 광원에서 분리된 간섭광을 겹치게 하여 광파장에 대한 간섭현상으로 투명한 표본에서도 그 구조가 뚜렷이 나타나게하는 원리를 이용.
④ 암시야현미경 : 이것은 암시야를 이용하는데, 햇빛이 비스듬히 비추는 곳의 거미줄의 경우 창 밖의 밝은 배경을 바라볼 때(배경이 밝을 때)는 관찰이 어려우나, 우리가 시각을 달리하여 어두운 곳을 바라볼 때(어두운 배경을 선택할 때) 거미줄이 오히려 잘 관찰되는 현상과 같은 원리다, 이러한 원리를 이용하여 일반현미경으로는 관찰이 어려운 혈액속의 작은 지방입자 등의 관찰이 가능하여진다.
⑤ 편광현미경 : 편광현미경은 두 개의 편광프리즘(또는 니콜프리즘)을 이용한 것인데, 자연광 에는 여러 진동방향이 섞여있으나 편광프리즘을 이용하여 특정한 파장만 통과 시키는 두 개의 필터(프리즘)가 광선 경로에 서로 90도 각도를 이루어 앞뒤로 나란히 있을 때 어떤 빛도 투과되지 않는 원리를 이용하였다.
⑥ 형광현미경 : 파장이 짧은 자외선을 시료에 비추면 형광을 발하는 원리를 이용하여, 시료에 형광물질(형광색소)을 처리한 후 관찰하는 방법으로 병원에서 면역검사에 많이 이용되고 있다.
6) 광학현미경과 전자현미경의 차이
재료의 표면 형상분석 및 성분분석에 있어서 전자현미경1)은 매우 일반적으로 사용되고 있는데 배율 ×1000 이하의 이미지를 볼 수 있는 광학현미경과는 달리 주사전자현미경의 경우 배율 ×100,000 이하의 고배율 이미지를 얻을 수 있다. 광학현미경은 렌즈를 이용하여 물체를 확대해서 보는 장비로 기본적으로 두 개 이상의 렌즈와 빛을 모으는 장치로 구성되어 있다.
반사경 또는 집속렌즈에 의해 모아진 빛은 시료를 통과하거나 반사하여 대물렌즈와 대안렌즈의 확대배율에 따라 결정된 배율로 확대되어 유리의 망막에 영상을 맺게된다. 전자현미경 역시 같은 구조로 되어 있어 빛에 해당 하는 전자선 발생장치와 집속렌즈, 대물렌즈 등의 렌즈군 및 인간의 망막에 해당하는 형광투영판 등이 있다.
이때 사용되는 렌즈는 자계렌즈로 코일을 이용하여 일정한 양의 자장을 띄게 하고 빛에 해당되는 전자선이 이 자장내를 통과할 때 진행방향이 휘어지는 성질을 이용 렌즈역할을 하게하고 있다. 따라서 렌즈코일에 흐르는 전류를 변화시킴으로써 쉽게 렌즈의 배율을 바꿀 수 있게 된다. 한편 확대배율에 직접적으로 관계되는렌즈의 분해능은 빛의 파장에 반비례 하므로 전자선에 비해 긴 파장인 빛을 사용하는 광학현미경은 최고배율에서 약 1000배 정도로 제한되나 전자현미경은 최고 수백만배의 상을 얻을 수 있게 된다
1) 광학현미경과는 달리 유리렌즈 대신에 자계렌즈(마그네틱 렌즈)를 이용하고, 광원은 가시광선 대신에 파장이 짧은 전자를 이용하였다. 따라서 전자현미경에서는 컬러상을 관찰할 수 없고 흑백상을 관찰하게 된다.
4. 금속의 응고와 미세조직
금속의 원자는 액체상태에서는 이온이 되어 고체상태의 원자간 거리와 같은 정도로 접근하여 존재하나 결정내부에서와 같이 일정한 위치에 있지 않고 항상 이동하고 있다. 액체금속이 냉각되어 융점에 이르러 응고가 시작되면 각 이온은 결정을 구성하는 일정한 격자점에 고정되므로 이제까지 가지고 있던 운동에너지가 열의 형태로 방출된다. 이것이 응고의 잠열(latent heat of freezing)이다. 그리고 액체 전부가 응고할 때까지 온도는 일정하게 유지된다. 응고의 과정에서 일어나는 형상으로서는 고상과 액상간의 경계의 형성이 있다. 이러한 경계는 계면에너지를 가지므로 경계의 형성은 에너지의 증가를 수반한다. 따라서 응고의 과정에서의 경계의 증가와 고상의 증가는 에너지적으로 보면 역방향의 변화가 된다.
실제로 액체금속이 응고할 때는 꼭 융점의 온도에서 응고가 시작되는 일은 적고 융점보다 낮은 온도가 되어서 응고가 시작된다. 이 현상을 과냉각(supercooling)이라고 한다. 융점에서는 안정한 핵의 크기가 상당히 크므로 액체 내에 약간 일어나는 대류의 영향 등으로 embryo가 안정한 핵으로 발달하는 기회는 적다. 그러나 과냉각에 의하여 액체의 온도가 융점보다 내려간 상태에서는 작은 embryo도 안정한 핵이 되므로 응고가 쉽게 시작된다. 안정한 핵이 형성되어서 성장이 시작되면 과냉각의 상태는 냉각되어 온도가 올라가서 응고가 끝날 때까지 금속은 융점의 온도로 유지된다. 과냉각의 정도가 클수록 생기는 핵의 크기는 작고 그 수는 증가한다. 따라서 용융금속을 급냉한 때가 서냉한 때보다 응고 후의 결정립은 미세하게 된다.
응고과정에서 생긴 핵의 내부에서는 원자는 그 금속 특유의 결정격자로 배열되나 그 결정격자의 방향은 우연히 결정되는 것이며 따라서 발생한 핵은 각각 임의의 방향으로 향하고 있다. 그러나 개개의 핵의 성장은 원자가 어느 특정한 면에 우선적으로 부가되어 감으로써 진행한다. 이와 같은 면은 반드시 원자밀도가 가장 큰 면으로 한정되지는 않는다.
결정이 이와 같이 우선적으로 성장할 때는 응고하여 생긴 결정표면은 결정학적으로 전부가 같은 면이 되는가 하면 반드시 그렇지도 않다. 응고의 과정에서 극단한 방향성을 가진 열류가 생긴 경우에는 처음에 생기는 핵 및 이것에서 성장한 결정이 현저한 방향성을 갖는 열이 있다. 이것을 이용하여 녹은 금속은 냉각시킬 때 냉각속도, 열류의 방향 등의 조건을 적당히 선택함으로써 1개의 핵만을 성장시켜서 전체를 단결정(single crystal)로 만들 수 있다. 이와 같이 해서 단결정을 만드는 방법을 Bridgeman법이라 한다. 응고할 때에 고상이 생기면 응고의 잠열이 방출되어 주위의 액상에 주어진다 이 때에 열의 방출은 평면에서 보다 뽀족한 부분에서 빨리 일어난다. 따라서 녹은 금속 중에 생긴 핵이 성장할 때 뾰족한 부분이 한번 생기면 그 부분의 성장이 촉진되어 더욱 크게 된다.
그리고 이 부분이 점차 크게 되면 평면과의 차가 적어진다. 이때에 새로 뾰족한 부분이 생기면 앞에서와 같이 그 부분의 성장이 촉진된다. 이것을 수지상정(dendrite)이라 부른다. 응고할 때 생긴 핵은 각각 수지상으로 성장하여 가나 수지 사이에 남은 액체의 부분도 응고하면 결국 같은 결정이 된다. 합금인 경우에는 처음에 응고한 부분과 후에 응고한 부분의 성분이 다를 때에는 이와 같은 수지상이 명확히 나타난다. 많은 수의 핵에서 성장한 수지상이 커져서 서로 부딪친 곳에서 경개가 생기면 응고가 끝난다. 따라서 결정립계의 부분은 최후에 응고하게 된다. 이 때문에 금속 중에 이종원자가 있어 결정 중에 고용되지 않는 것은 최후에 입계에 모이는 일이 많고, 또 용해상태에서 생긴 산화물 등의 불순물도 최후에 입계에 모이게 된다.
실제로 금속재료를 생산하는 과정에서는 금속을 녹여 금형에 주입해서 잉곳(ingot)을 만든다. 대형의 금형에 주입된 때의 결정립의 성장은 주형의 벽면에 접하는 부분은 급냉 되므로 미세한 결정립이 생기나 냉각이 진행하여 잉곳내부에 향하면 금형벽에 따라 열이 일정 방향으로 흐르게 되므로 주상정(columnar crystal)이 생기고 중심부는 최후에 천천히 냉각되므로 조대한 결정립이 생긴다. 그러나 주조조건에 따라서는 중심까지 전부 주상정이 생길 때도 있고 또 전부 입상의 결정립이 될 때도 있다.
이와 같이 주괴 내부에 결정립의 모양이나 크기에 차이가 생기면 불순물의 분포상태가 달라지고 따라서 그 주괴로부터 제조된 관이나 봉의 성질에까지 영향을 미치는 일이 있다. 보통 주괴는 처음에 열간가공을 하는데 이 것은 필요한 형상을 만듬과 동시에 위와 같은 주조조직을 없애는 이점도 있다. 또 합금에 따라서는 미량의 합금원소를 첨가하여 응고시의 핵의 생성을 촉진시켜서 미세한 결정립이 균열하게 분포한 주조조직을 만드는 일도 있다.
실험 기구 및 장치
1. 실험 재료
시료로서는 미세조직 관찰이 용이한 금속으로 준비한다.
시편을 마운팅 하기 위해 마운팅 케이스와 포마이카, 경화제를 필요로 하며, 연마․연삭을 위해 연마지, 연마포, 연삭재를 준비한다. 또한 부식을 위해 시료에 따른 etchant를 준비하고, 미세조직 관찰을 위해 광학현미경과 조직사진의 현상․인화에 필요한 장비를 준비한다.
절단기, 전마기, 광학 현미경, 연마기, 연마지, 애칭액
실험 방법
1. 시험편 준비
1) 절단

2) 마운팅

3) 연마 및 랩핑

연마할 때 시험편에 힘을 고르게 주어 산이 생기지 않도록 주의한다. 산이 생기지 않도록 하는 게 가장 중요.

4) 부식 : 에칭(Etching)
연마작업으로 연마된 시편을 부식액으로 부식시키는 과정을 말한다. 연마된 시편을 에칭하지 않으면 시편이 빛을 반사시키는데 에칭을 통해 시편의 표면을 부식시켜 높낮이 차이가 나게 하여 빛의 난반사를 통해 조직을 관찰 할 수있게한다.
부식하지 않은 연마면에서는 모상과 색이 다른 상이라든지, 비금속 개재물 등이 있는 경우를 제외하고는 아무런 조직도 볼 수 없다. 그렇기 때문에 적당한 부식액으로 관찰할 연마면을 부식시키면 결정입계, 상의 경계, 상의 종류, 결정방향들이 부식정도에 따라 다르게 나타나므로 조직을 관찰할 수 있게 된다.
5) 세척과 건조
세척은 시편 표면의 Polishing 잔여물과 연마재의 제거를 위해 필요한데 세척은 단계상 두 가지 영역으로 분류 된다. 중간 세척단계 및 최종세척 및 건조단계로 나뉘는데 중간 세척단계는 연마재의 오염을 최소화하기 위하여 수행되는 중요한단계이다. 알코올로 닦아주어 건조시켜준다. 물을 대신한 알코올은 더 효과적인 건조효과가 있다.

2. 현미경 검사 : 시편의 연마와 부식이 끝나면 현미경으로 조직을 관찰한다.
접안렌즈를 끼우고 저배율에서 대체적인 초점을 맞춘다. 초점조정을 한다. 우선 저배율 대물렌즈를 사용하여 육안으로 보면서 시편에 대물렌즈를 가까이 접근시킨 다음 접안렌즈를 통하여 조동 손잡이로 대강의 초점을 맞춘 후 미동손잡이로 정확히 초점을 맞춘다.
초점이 맞은 상태에서 조직을 관찰하게 되는데, 처음의 관찰배율은 100~200배 정도의 저배율이 좋으며 차차 고배율로 옮기도록 한다. 그 이유는 처음부터 고배율로 관찰하게 되면 전체적인 조직의 특징을 알 수 없게 되며 국부적으로만 관찰하게 되기 때문이다. 현미경 사진을 촬영할 경우에는 특히 초점을 잘 맞추고 적당한 배율, 밝기 등을 조절한다.
